Diodni laser z optično lasersko črpalko 793nm-90W za znanstvene raziskave
Lastnosti izdelka
Od leta 2003 ima BWT skoraj 20 let izkušenj na področju raziskav in razvoja ter proizvodnje virov optičnih laserskih črpalk in ima dober ugled v industriji.Optični laserji BWT uporabljajo tudi vire črpanja, ki so jih sami razvili, kar dodatno dokazuje stabilno delovanje in visoko zanesljivost virov črpanja BWT.
V fazi razvoja izdelka bo BWT izvajal različne inšpekcije pri dobaviteljih, izbral visokokakovostne surovine in jih nato dal v proizvodnjo, potem ko bo zagotovil visoko kakovost.V proizvodnem procesu se uporablja popolnoma avtomatizirana proizvodna oprema, ki zagotavlja doslednost delovanja serijskih izdelkov.
Glavne značilnosti
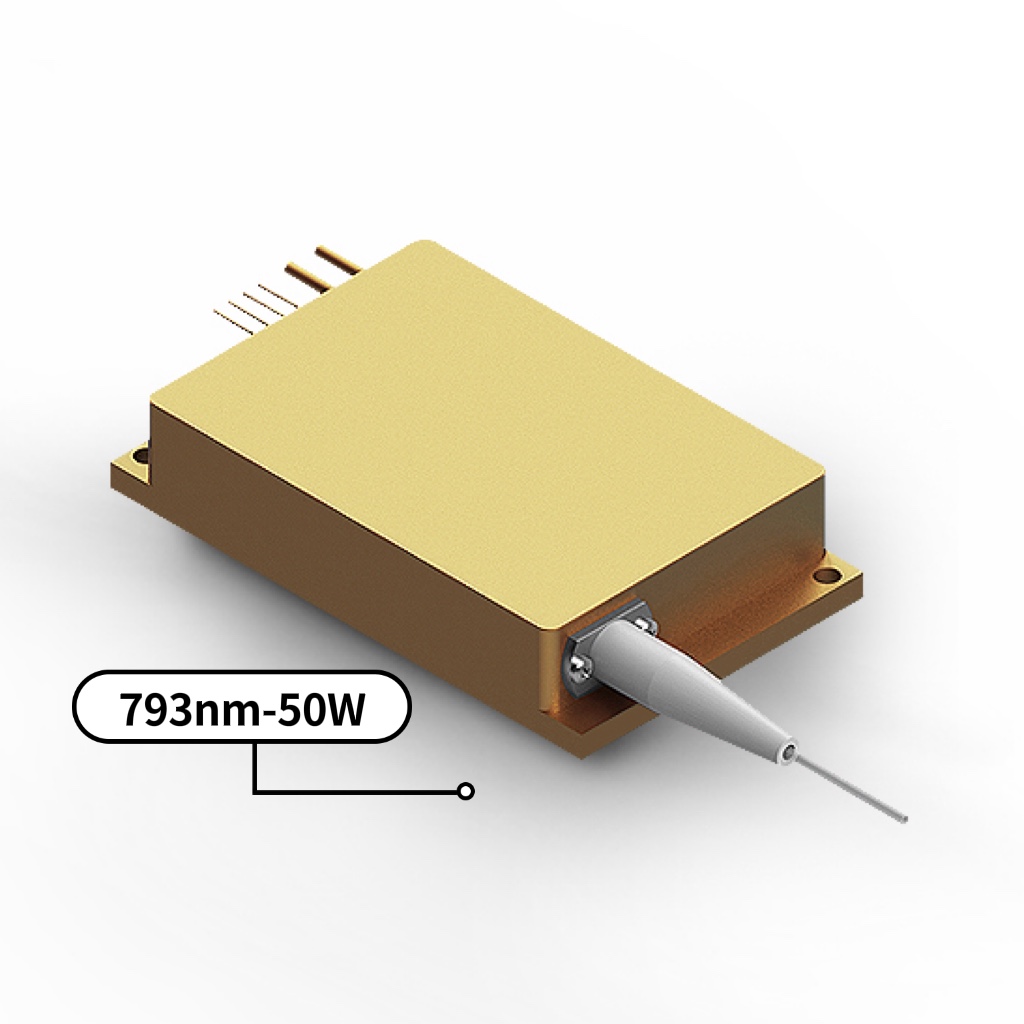
Valovna dolžina: 793 nm
Izhodna moč: 90W
Premer jedra vlakna: 200μm
Numerična apertura optičnega vlakna: 0,22 NA
Zaščita proti povratnim informacijam: 1900nm~2100nm
Aplikacije:
Fiberlasersko črpanje
Znanstvena raziskava
| Tehnični podatki(25℃) | Simbol | Enota | K793DN1RN-90,00W | |||
| Najmanjša | Tipično | Največ | ||||
| Optični podatki(1) | CW izhodna moč | PO | W | 90 | - | - |
| Sredinska valovna dolžina | lc | nm | 793±3 | |||
| Spektralna širina (FWHM) | △l | nm | - | 3 | 5 | |
| Premik valovne dolžine s temperaturo | △l/△T | nm/℃ | - | 0,3 | - | |
| 0,15/0,22NA | - | % | 85 | 90 | - | |
| Električni podatki | Električno-optična učinkovitost | PE | % | - | 38 | - |
| Mejni tok | Ith | A | - | 11 | 12.5 | |
| Delovni tok | Iop | A | - | 1.6 | - | |
| Delovna napetost | Vop | V | - | 21.6 | 24 | |
| Učinkovitost naklona | η | W/A | - | 9.5 | - | |
| Fiber Data | Premer jedra | Djedro | μm | - | 106.5 | - |
| Premer obloge | Doblečen | μm | - | 125 | - | |
| Numerična zaslonka | NA | - | - | 0,22 | - | |
| Dolžina vlaken | Lf | m | - | 2 | - | |
| Premer ohlapne cevi iz vlaken | - | mm | 0,9 | |||
| Najmanjši radij upogiba | - | mm | 50 | - | - | |
| Zaključek vlaken | - | - | Ferrule | |||
| Izolacija povratnih informacij | Razpon valovnih dolžin | - | nm | 1900 ~ 2100 | ||
| Izolacija | - | dB | - | 30 | - | |
| drugi | ESD | Vesd | V | - | - | 500 |
| Temperatura shranjevanja(2) | Tst | ℃ | -20 | - | 70 | |
| Temperatura spajkanja svinca | Tls | ℃ | - | - | 260 | |
| Čas spajkanja svinca | t | sek | - | - | 10 | |
| Temperatura delovnega ohišja(3) | Top | ℃ | 20 | - | 30 | |
| Relativna vlažnost | RH | % | 15 | - | 75 | |
Navodila za uporabo
- Izogibajte se izpostavljenosti oči in kože neposrednemu sevanju med delovanjem.
- Med shranjevanjem, prevozom in delovanjem je treba upoštevati ESD varnostne ukrepe.
- Med shranjevanjem in transportom je potreben kratek stik med zatiči.
- Če je delovni tok višji od 6 A, povežite nožice z žicami s spajkanjem namesto z uporabo vtičnice.
- Pred uporabo laserja se prepričajte, da je izhodni konec vlaken pravilno očiščen.Upoštevajte varnostne protokole, da preprečite poškodbe pri rokovanju in
rezanje vlaken.